分析范围(0.05~40)ml/100g
灵敏度0.002ml
分析时间3分钟/单试样
载 气氩气纯度99.99%以上
待测试样准备国标GB/T3965
钢研纳克{氧氮氢分析仪},中国氧氮氢分析仪行业**者,1977年 研发了中国台真空熔融气体分析仪,1991年脉冲红外定氧仪在这里实现产业化,率先打破国外垄断。通过40年的技术沉积,钢研纳克氧氮氢分析仪已经具有国际水平。
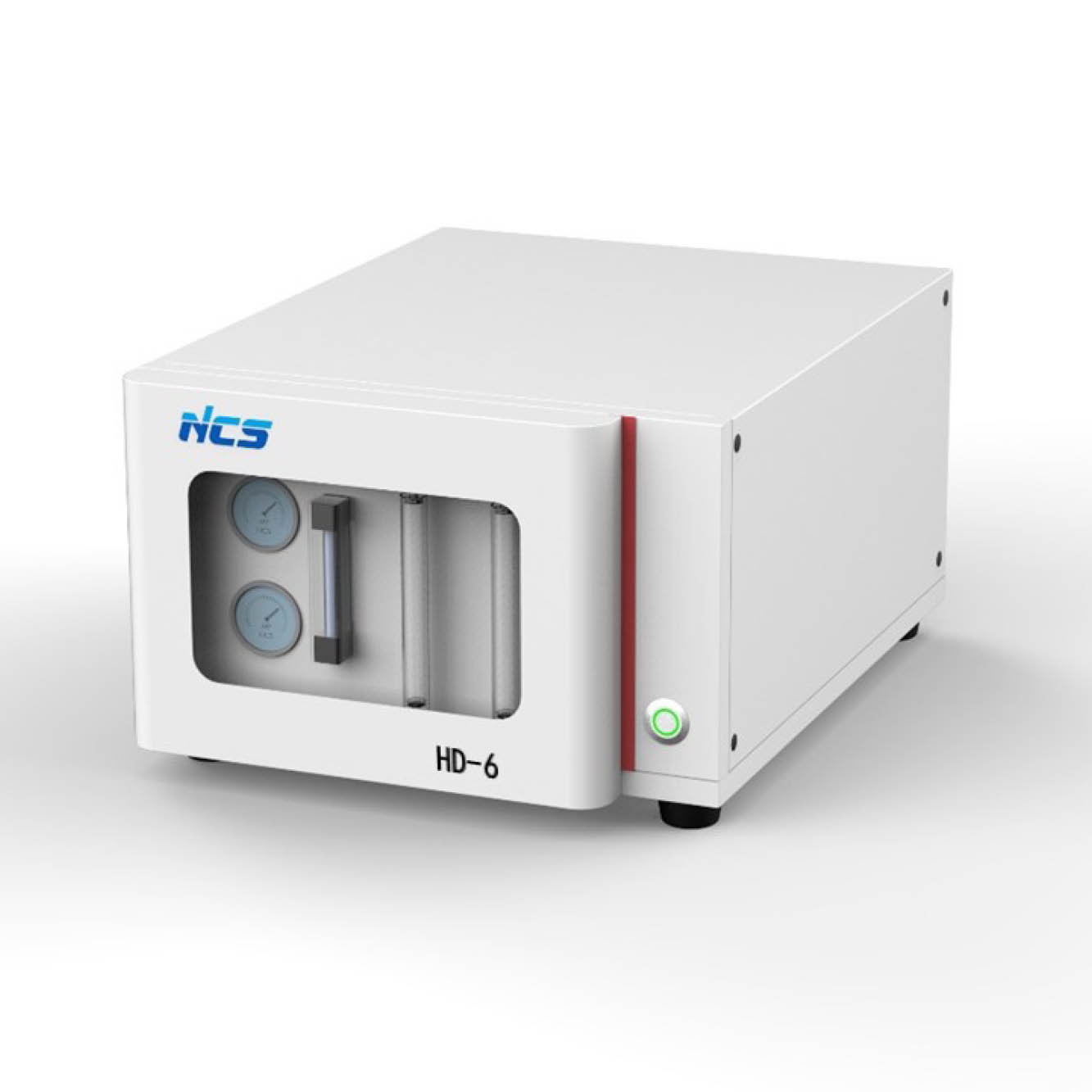
HD-6型扩散氢测定仪,采用气相色谱热导法,可对熔敷金属中扩散氢含量进行准确的测定。适用于焊条厂、密闭容器生产厂、焊接行业(焊接手段可采取手工电弧焊、埋弧焊、气体保护焊)、研究所等行业。

扩散氢分析仪试样的测试
接入取样器,注意接口密封;
打开气源及仪器电源,稳定15 ~ 30分钟;
进行仪器较正及测量(测试结果为v)(已换算为标准状况) ;
关闭电源及气源;
熔敷金属质量:(m1- m0);
计算扩散氢含量:v/(m1- m0)× 100 单位:毫升/100克 。
在钢焊缝中,氢大部分是以氢原子或离子的形式存在的,它们与焊缝金属形成间隙固溶体。由于氢原子和离子的半径很小,这一部分氢可以在焊缝金属的晶格中自由扩散,故称之为扩散氢。还有一部分氢扩散聚集到晶格缺陷、显微裂纹和非金属夹杂物边缘的空隙中,结合为氢分子,因其半径增大,不能自由扩散,故称之为残余氢。
扩散氢约占总含氢量的百分之八十到九十,因此它对焊接接头的影响比残余氢大。
因此,我们需要应用扩散氢分析仪进行产品的质量控制。
氢对结构钢的主要危害
1、暂态性危害,这类情况主要出现在经过时效处理或热处理之后,可以消失。如氢脆,氢白点。氢脆现象与低温脆性相比有以下明显特征:
(1)氢脆只出现在较窄的温度范围内(低合金高强钢约为-60~60℃),**或低于这个温度范围都将恢复塑性。
(2)在一定载荷下,破坏过程与应变速率具有延迟特征,延迟的时长又与载荷大小有关。
(3)氢脆现象与氢在金属中固溶的程度及是否形成氢化物等无关。
(4)低于100K(-173℃)时塑性反而开始恢复,并不再有氢脆出
2、长期性性危害,这类情况一旦产生,则是不能消除的,而且危害性是很严重,如气孔和冷裂纹。
http://zhoummm.cn.b2b168.com